
PRODUCTION METHODS

Fully Sublimated Fully sublimated items are decorated in their entirety prior to being sewn together. The art is infused into the polyester fabric and then cut into patterns and sewn into your final garments. One main advantage of fully sublimated items is the ability to apply the design over 100% of the garment. Whereas processes such as embroidery and screen print are size, color and location based.

Screen Print Screen printing is the process of transferring a stenciled design onto a flat surface using a mesh screen, ink and a squeegee. Fabric and paper are the most commonly screen-printed surfaces, but with specialized inks it's also possible to print onto wood, metal, plastic, and even glass.
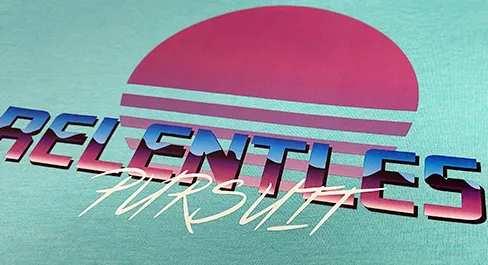
Direct To Film DTF stands for direct to film in printing. Your art is printed on transfers using a piece of film and ink, and turned into a customized t-shirt. The design is printed onto the film using high-quality textile inks that are specially created to bind to fabrics in as close to a permanent fashion as possible. Benefits include unlimited colors and fine details with a soft, lightweight print. Designs can be applied to all base colors and blends of apparel.


































